
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区

1.对泡沫切割机的检查,需要看看一些进气口的地方有没有垃圾,阀门的表面是否处在正常的状态,这些都是较基本的前提。耐用全自动切片机每一天使用的过程中,都需要做好检查,确保设备没有任何的问题,然后再进行使用,一旦其中存在着某些方面的情况,那么就不能够去进行应用,要及时的做好调整。2.太原全自动切片机厂家检查泡沫切割机的时候,还要看看一些螺丝是否松动,用吸尘器或者是吹风机,直接清理柜内的一些灰尘,这样才能够确保接下来越好的进行应用。

7、严禁使用已有残缺的砂轮片,耐用全自动切片机切割时应防止火星四溅,并远离易燃易爆物品。8、装夹工件时应装夹平稳牢固,防护罩安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。9、中途换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。10、稳握切割机手把均匀用力垂直下切,而且固定端要牢固。11、不得试图切锯未夹紧的小工件或带棱边严重的型材。12、太原全自动切片机厂家为了提高工作效率。对单支或多支一起锯切之前,要做好好辅助性装夹定位工作。
数控泡沫切割机在切割图形时应将各个方面的细节掌握周全。耐用全自动切片机在设置了软件补偿以后一般不需要在数控系统上补偿,否则补偿重复尺寸就又会出现偏差了。但如果软件补偿在切割下来后尺寸还差一点,可以通过数控系统再补偿。如果通过数控系统补偿,则应在软件中把补偿量设为零。耐用全自动切片机厂家如果不能确定应该补偿多少尺寸,可以在废料上割一个矩形,测量实际尺寸和编程尺寸计算出需要的补偿量,精度以达到好的效果。
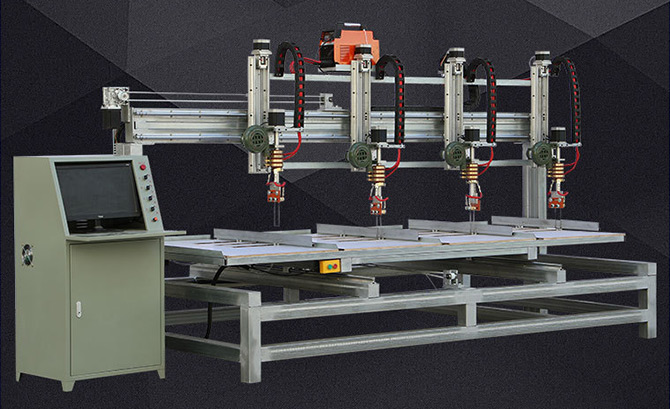
数控泡沫切割机自动化控制系统硬件由CNC数控卡、PLC、工业计算机以及伺服系统组成,通过本公司的符合热切割工艺要求的自动化控制软件,实现自动化编程。耐用全自动切片机该系统能实现控制火焰切割头行走三维坐标(由X、Y、Z三轴伺服马达构成驱动系统,具体动作过程是:在计算机程序控制下,X-Y轴的伺服马达驱动火焰切割头按照程序预先指定的轨迹行走,从而在工件平面上切割出符合要求的形状。但在切割行走的过程中,太原全自动切片机厂家如果遇到工件表面不平整,Z轴伺服马达会控制切割头上下升降,以调整火焰喷嘴与工件表面之间的距离,使之保持恒定不变,从而达到需要的切割效果。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

