
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区
由于系统的控制核心是对切割机的进给部分进行数字控制,而进给是由伺服单元控制伺服电机,耐用数控切割机带动滚珠丝杠来实现的,由旋转编码器做位置反馈元件,形成半闭环的位置控制系统。所以伺服系统在机床上起的作用相当重要。台山数控切割机伺服系统的故障一般都是由伺服控制单元、伺服电机、测速电机、编码器等出现问题引起的。

1. 台山数控切割机报价每周要对机器进行的清理,横、纵向的导轨、传动齿轮齿条的清洗,加注润滑油。2. 检查横纵向的擦轨器是否正常工作,如不正常及时改换。3. 检查所有割炬是否松动,清理点火枪口的垃圾,使点火保持正常。4. 耐用数控切割机如有自动调高装置,检测是否灵敏、是否要改换探头。5.检查等离子割嘴与电极是否损坏、是否需要改换割嘴与电极。

1.在使用数控泡沫切割机时要检查强电柜及操作平台,各紧固螺钉是否松动,耐用数控切割机需要时可用吸尘器或吹风机清理柜内灰尘。2.数控泡沫切割机在使用完之后要检查所有接头是否松动,所有管带有无破损,需要紧固或改换。3.数控泡沫切割机使用久了可以松开加紧装置,用手推动滑车,看看是否来去自如,如有异常情况要及时的进行调整或改换。4.台山数控切割机报价还要定期的检查夹紧块,钢带及导向轮有无松动,钢带松紧状况,如果有的话要进行调整。
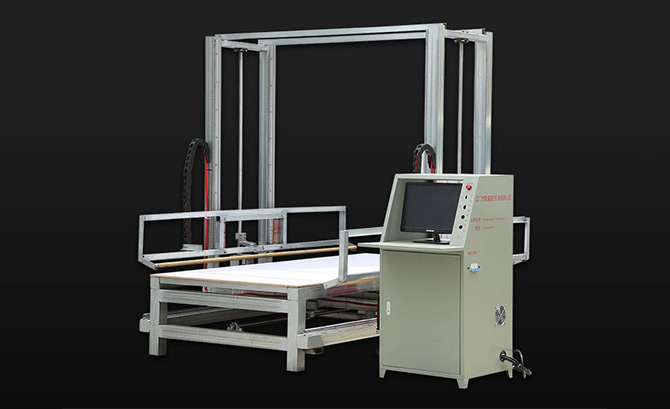
数控泡沫切割机自动化控制系统硬件由CNC数控卡、PLC、工业计算机以及伺服系统组成,通过本公司的符合热切割工艺要求的自动化控制软件,实现自动化编程。耐用数控切割机该系统能实现控制火焰切割头行走三维坐标(由X、Y、Z三轴伺服马达构成驱动系统,具体动作过程是:在计算机程序控制下,X-Y轴的伺服马达驱动火焰切割头按照程序预先指定的轨迹行走,从而在工件平面上切割出符合要求的形状。但在切割行走的过程中,台山数控切割机报价如果遇到工件表面不平整,Z轴伺服马达会控制切割头上下升降,以调整火焰喷嘴与工件表面之间的距离,使之保持恒定不变,从而达到需要的切割效果。
一般来说,空载电压和弧柱电压、切割电流大小、电内缩量、割嘴高度等因素是直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、量决定着切割速度,所以可以说很多因素在实质上都是与切割速度有关。耐用数控切割机作为数控切割设备,应当在保持切割质量的前提下,应尽可能的提高切割速度。台山数控切割机报价这不仅提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其效果相反,而且会使粘渣增加,切割质量下降。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

