
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区
1、高效率泡沫裁床机切割件时,运行速度过快或工件有残渣;2、脉冲电源削波二极管性能变差,加工中负波较大,使钼丝短时间内损耗加大;3、钼丝质量差或保管不善,产生氧化,或上丝时用小铁棒等不恰当工具张丝,使丝产生损伤;4、贮丝筒转速太慢,使钼丝在工作区停留时间过长;5、切割工件时钼丝直径选择不当。6、吉林泡沫裁床机选择电参数不当,电流过大;7、进给调节不当,忽快忽慢,开路短路频繁;8、导电块未能与电热丝接触或已被电热丝拉出凹痕,造成接触不良。

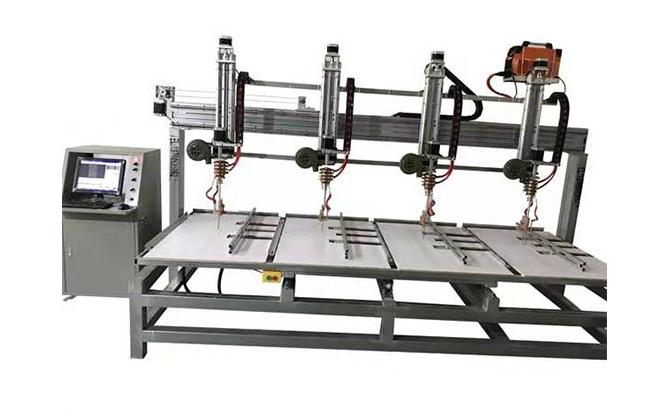
数控泡沫切割机常用方式有手工切割,半自动切割机切割及数控切割机切割。吉林泡沫裁床机手工切割灵活方便,但手工切割质量差,尺寸误差大,材料浪费大,后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件,小批量和大工件切割。高效率泡沫裁床机其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。
1.通过软件技术,即优化数控系统中的切割控制软件和自动穿孔切割工艺,实现数控切割机的全时切割、自动切割,提高数控切割的切割效率和切割质量;2.高效率泡沫裁床机利用CAD软件配合切割机应用软件,只需要把需要的尺寸和图形输入CAD后,生成切割机图形,做好编译工艺,然后生成切割机代码,直接转换到数控切割机上进行切割使用;3.解决了切割时精度不高的问题,调节时只要在控制面板上输入相应的数字即可,切割速度快,误差小,精度高,切割平直不崩边,机器精度控制为0.1mm;4.吉林泡沫裁床机解决了自动切割调速平稳度,可以达到切割时没有震动;5.增加了切割范围,只要能想到的二维图形能画出就能切割出来,手动操作做不到;6.提高产量,机器同时挂多根电热丝切割多个造型相同精度相同的产品,相当人工操作的上百倍;7.降低成本,减少苯板浪费。

由于系统的控制核心是对切割机的进给部分进行数字控制,而进给是由伺服单元控制伺服电机,高效率泡沫裁床机带动滚珠丝杠来实现的,由旋转编码器做位置反馈元件,形成半闭环的位置控制系统。所以伺服系统在机床上起的作用相当重要。吉林泡沫裁床机伺服系统的故障一般都是由伺服控制单元、伺服电机、测速电机、编码器等出现问题引起的。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

