
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区

1、实用数控切割机切割件时,运行速度过快或工件有残渣;2、脉冲电源削波二极管性能变差,加工中负波较大,使钼丝短时间内损耗加大;3、钼丝质量差或保管不善,产生氧化,或上丝时用小铁棒等不恰当工具张丝,使丝产生损伤;4、贮丝筒转速太慢,使钼丝在工作区停留时间过长;5、切割工件时钼丝直径选择不当。6、江门数控切割机选择电参数不当,电流过大;7、进给调节不当,忽快忽慢,开路短路频繁;8、导电块未能与电热丝接触或已被电热丝拉出凹痕,造成接触不良。

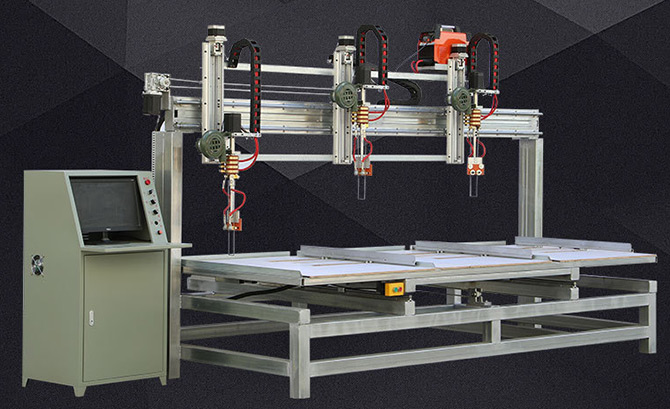
1、实用数控切割机配有可移动切料调正尺寸装置。为了切料尺寸精度,配有数字显示尺。2、可移动工作台,采用负压吸附方式,固定被切割泡沫。3、江门数控切割机停止运转时,配有手动、自动装置。4、红色刹车按钮用于手动刹车。当启动按钮按下时此按钮无效。
1、检查进线电压幅值及波动情况,应在正常范围以内,否则改善电源质量。2、实用数控切割机厂家检查FU保险器是否熔断,若熔断则要检查刹车二极管是否击穿,若击穿,则改换后再改换保险器。3、检查导电块并清洗干净,检验断丝保护作用,取下导电块上的导线;启动机床,江门实用数控切割机若启动则证明断丝保护不起作用。4、检查清洗导电块及检查电路。5、检查上下导电块与钥丝之间的接触是否良好,导电块的引出线是否松开,与电器箱连线是否断开,否则调换断丝保护开关及总停控制板。

1.实用数控切割机厂家细心擦净数控泡沫切割机导轨和丝杠表面的油污,特别是沟槽里的油污;要注意导轨安装孔内的油污。2.用油脂枪嘴在注油油嘴往传动腔内部加油,丝杆直至内部污油被挤出。 3.用手指在丝杠(导轨)表面涂少许油脂,优先在沟槽内。4.江门实用数控切割机手推丝母(滑座)导轨来回往复几次,确保油膜均匀。5.多余的油脂,暖机。

1.通过软件技术,即优化数控系统中的切割控制软件和自动穿孔切割工艺,实现数控切割机的全时切割、自动切割,提高数控切割的切割效率和切割质量;2.实用数控切割机利用CAD软件配合切割机应用软件,只需要把需要的尺寸和图形输入CAD后,生成切割机图形,做好编译工艺,然后生成切割机代码,直接转换到数控切割机上进行切割使用;3.解决了切割时精度不高的问题,调节时只要在控制面板上输入相应的数字即可,切割速度快,误差小,精度高,切割平直不崩边,机器精度控制为0.1mm;4.江门数控切割机解决了自动切割调速平稳度,可以达到切割时没有震动;5.增加了切割范围,只要能想到的二维图形能画出就能切割出来,手动操作做不到;6.提高产量,机器同时挂多根电热丝切割多个造型相同精度相同的产品,相当人工操作的上百倍;7.降低成本,减少苯板浪费。

由于系统的控制核心是对切割机的进给部分进行数字控制,而进给是由伺服单元控制伺服电机,实用数控切割机带动滚珠丝杠来实现的,由旋转编码器做位置反馈元件,形成半闭环的位置控制系统。所以伺服系统在机床上起的作用相当重要。江门数控切割机伺服系统的故障一般都是由伺服控制单元、伺服电机、测速电机、编码器等出现问题引起的。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

