
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区
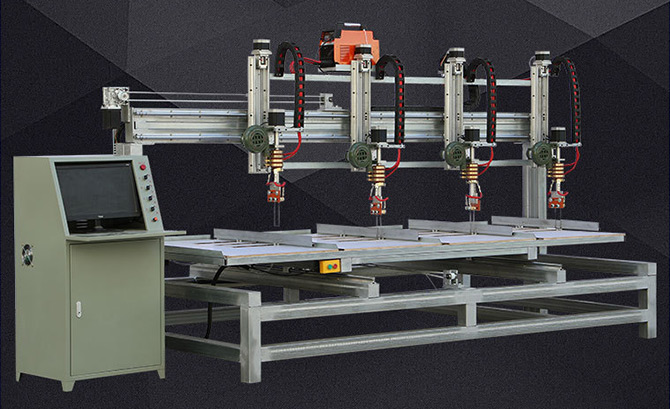
1、高效率全自动切片机配有可移动切料调正尺寸装置。为了切料尺寸精度,配有数字显示尺。2、可移动工作台,采用负压吸附方式,固定被切割泡沫。3、佛山全自动切片机停止运转时,配有手动、自动装置。4、红色刹车按钮用于手动刹车。当启动按钮按下时此按钮无效。

数控泡沫切割机自动化控制系统硬件由CNC数控卡、PLC、工业计算机以及伺服系统组成,通过本公司的符合热切割工艺要求的自动化控制软件,实现自动化编程。高效率全自动切片机该系统能实现控制火焰切割头行走三维坐标(由X、Y、Z三轴伺服马达构成驱动系统,具体动作过程是:在计算机程序控制下,X-Y轴的伺服马达驱动火焰切割头按照程序预先指定的轨迹行走,从而在工件平面上切割出符合要求的形状。但在切割行走的过程中,佛山全自动切片机报价如果遇到工件表面不平整,Z轴伺服马达会控制切割头上下升降,以调整火焰喷嘴与工件表面之间的距离,使之保持恒定不变,从而达到需要的切割效果。

1、佛山全自动切片机报价每周一次机器内的粉尘和污物,所有电器柜应关严防尘。2、高效率全自动切片机各导轨应经常清理,排除粉尘等杂物,设备正常齿条要经常擦拭,加润滑油,润滑而无杂物。3、每1年检查轨道的直线度及机器的垂直度,发现不正常及时维护调试。
1、高效率全自动切片机切割件时,运行速度过快或工件有残渣;2、脉冲电源削波二极管性能变差,加工中负波较大,使钼丝短时间内损耗加大;3、钼丝质量差或保管不善,产生氧化,或上丝时用小铁棒等不恰当工具张丝,使丝产生损伤;4、贮丝筒转速太慢,使钼丝在工作区停留时间过长;5、切割工件时钼丝直径选择不当。6、佛山全自动切片机选择电参数不当,电流过大;7、进给调节不当,忽快忽慢,开路短路频繁;8、导电块未能与电热丝接触或已被电热丝拉出凹痕,造成接触不良。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

