
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区
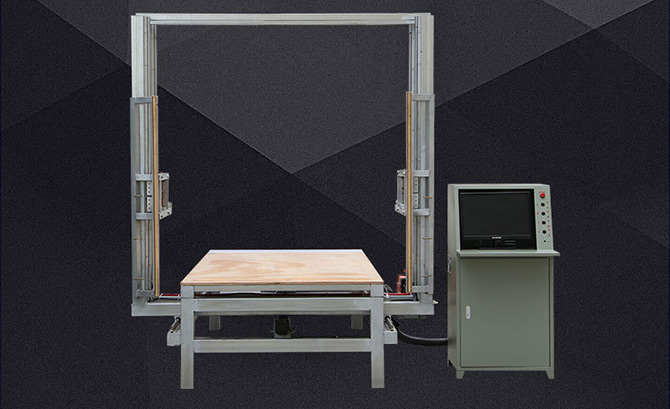
数控泡沫切割机在切割图形时应将各个方面的细节掌握周全。耐用泡沫自动裁床机在设置了软件补偿以后一般不需要在数控系统上补偿,否则补偿重复尺寸就又会出现偏差了。但如果软件补偿在切割下来后尺寸还差一点,可以通过数控系统再补偿。如果通过数控系统补偿,则应在软件中把补偿量设为零。耐用泡沫自动裁床机厂家如果不能确定应该补偿多少尺寸,可以在废料上割一个矩形,测量实际尺寸和编程尺寸计算出需要的补偿量,精度以达到好的效果。
1、武汉泡沫自动裁床机厂家使用前应检查电热丝是否改换,使用次数多了改换新的防护好,避免加工过程中出现断丝;2、开机后要检查工作面和导轨上是否有障碍物,若有障碍物要排除;3、打开稳压电源和电脑等电脑启动完毕再旋开控制箱上的电源锁,给CNC供电,检查控制箱面板上的指示灯是否正常;4、打开控制软件手动控制各轴检查方向和精度是否准确;5、在操纵中如碰到紧急情况时,要当即按下红色急停开关,防止发生意外;6、耐用泡沫自动裁床机设备的操作、检查、维护、维修要均有专门人员进行。

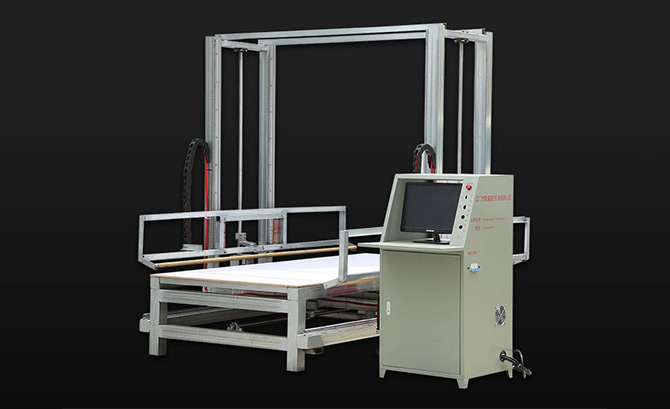
一般来说,空载电压和弧柱电压、切割电流大小、电内缩量、割嘴高度等因素是直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、量决定着切割速度,所以可以说很多因素在实质上都是与切割速度有关。耐用泡沫自动裁床机作为数控切割设备,应当在保持切割质量的前提下,应尽可能的提高切割速度。武汉泡沫自动裁床机厂家这不仅提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其效果相反,而且会使粘渣增加,切割质量下降。

1.通过软件技术,即优化数控系统中的切割控制软件和自动穿孔切割工艺,实现数控切割机的全时切割、自动切割,提高数控切割的切割效率和切割质量;2.耐用泡沫自动裁床机利用CAD软件配合切割机应用软件,只需要把需要的尺寸和图形输入CAD后,生成切割机图形,做好编译工艺,然后生成切割机代码,直接转换到数控切割机上进行切割使用;3.解决了切割时精度不高的问题,调节时只要在控制面板上输入相应的数字即可,切割速度快,误差小,精度高,切割平直不崩边,机器精度控制为0.1mm;4.武汉泡沫自动裁床机解决了自动切割调速平稳度,可以达到切割时没有震动;5.增加了切割范围,只要能想到的二维图形能画出就能切割出来,手动操作做不到;6.提高产量,机器同时挂多根电热丝切割多个造型相同精度相同的产品,相当人工操作的上百倍;7.降低成本,减少苯板浪费。

1.耐用泡沫自动裁床机加工结束后应立即将机床擦拭干净,并在工作台表面涂一层机油。2.将附在机床运丝系统,如导轮、导电块上的电蚀物清理掉,以免加工时引起电极丝的振动,甚至造成电极丝与机床短接,导致不能正常切割。3.武汉泡沫自动裁床机厂家加工一段时间后,工作液箱内会有电蚀物沉积,每次改换工作液时可采用日用洗洁精兑水,用干净棉丝擦洗工作液箱内腔和过滤网,用清水冲洗干净,并注入干净的工作液。

由于系统的控制核心是对切割机的进给部分进行数字控制,而进给是由伺服单元控制伺服电机,耐用泡沫自动裁床机带动滚珠丝杠来实现的,由旋转编码器做位置反馈元件,形成半闭环的位置控制系统。所以伺服系统在机床上起的作用相当重要。武汉泡沫自动裁床机伺服系统的故障一般都是由伺服控制单元、伺服电机、测速电机、编码器等出现问题引起的。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

