
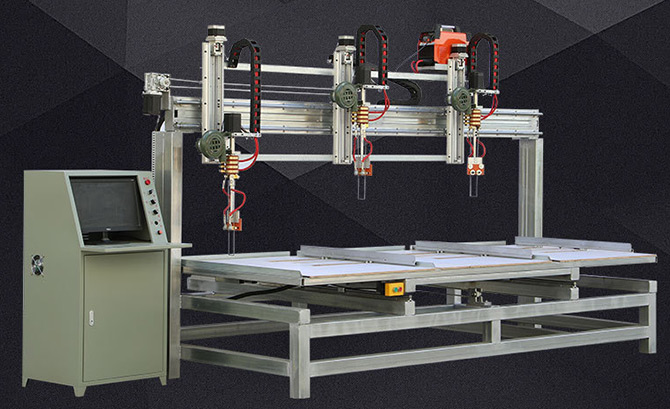
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080
泡沫包装数控/全自动/半自动设备的生产研发销售
质量过硬,用户至上,开拓进取,持续改进
181-6566-2080

电话∶18165662080 刘经理
传真∶0750-3702140
E-mail∶1985778302@qq.com
公司地址∶江门市蓬江区荷塘镇南格工业区
一般来说,空载电压和弧柱电压、切割电流大小、电内缩量、割嘴高度等因素是直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、量决定着切割速度,所以可以说很多因素在实质上都是与切割速度有关。耐用数控切割机作为数控切割设备,应当在保持切割质量的前提下,应尽可能的提高切割速度。福建数控切割机厂家这不仅提高生产率,而且能减少被割零件的变形量和割缝区的热影响区域。若切割速度不合适,其效果相反,而且会使粘渣增加,切割质量下降。

4.消耗件在损坏前要及时改换:耐用数控切割机消耗件不要用损坏后再换,因为严重磨损的电极、喷咀和涡流环将产生不可控制的等离子弧,极易造成割炬的严重损坏。所以当初次发现切割质量下降时,就应该及时检查消耗件。5.清洗割炬的连接螺纹:在换消耗件或日常维修检查时,要割炬内、外螺纹清洁,如有需要,应清洗或连接螺纹。6.福建数控切割机厂家清洗电极和喷咀的接触面:在很多割炬中,喷咀和电极的接触面是带电的接触面,如果这些接触面有脏物,割炬则不能正常工作,应使用过氧化氢类清洗剂清洗。

1、耐用数控切割机切割件时,运行速度过快或工件有残渣;2、脉冲电源削波二极管性能变差,加工中负波较大,使钼丝短时间内损耗加大;3、钼丝质量差或保管不善,产生氧化,或上丝时用小铁棒等不恰当工具张丝,使丝产生损伤;4、贮丝筒转速太慢,使钼丝在工作区停留时间过长;5、切割工件时钼丝直径选择不当。6、福建数控切割机选择电参数不当,电流过大;7、进给调节不当,忽快忽慢,开路短路频繁;8、导电块未能与电热丝接触或已被电热丝拉出凹痕,造成接触不良。
1.数控泡沫切割机使用久了可以松开加紧装置,用手推动滑车,看看是否来去自如,如有异常情况要及时的进行调整或改换。2.耐用数控切割机厂家还要定期的检查夹紧块,钢带及导向轮有无松动,钢带松紧状况,如果有的话要进行调整。3.在使用数控泡沫切割机时要检查强电柜及操作平台,各紧固螺钉是否松动,有需要时可用吸尘器或吹风机清理柜内灰尘。4.福建数控切割机数控泡沫切割机在使用完之后要检查所有接头是否松动,所有管带有无破损,需要时紧固或改换。
1. 福建数控切割机厂家每周要对机器进行的清理,横、纵向的导轨、传动齿轮齿条的清洗,加注润滑油。2. 检查横纵向的擦轨器是否正常工作,如不正常及时改换。3. 检查所有割炬是否松动,清理点火枪口的垃圾,使点火保持正常。4. 耐用数控切割机如有自动调高装置,检测是否灵敏、是否要改换探头。5.检查等离子割嘴与电极是否损坏、是否需要改换割嘴与电极。

泡沫切割机的数控编程有手工编程和自动编程。1.福建数控切割机手工编程由工件图纸得出具体的形状和尺寸,由人工完成工件图形分析,工艺处理,数值计算,然后把程序清单以按键形式输入切割机系统,系统会根据输入的程序去执行,终获得所需要的图形。2.自动编程使用数控泡沫切割机,耐用数控切割机完成工件程序的编制过程,对于复杂的工件很方便。

 咨询热线:18165662080 刘经理
咨询热线:18165662080 刘经理 企业邮箱:1985778302@qq.com
企业邮箱:1985778302@qq.com 公司名称:江门市智速数控机械有限公司
公司名称:江门市智速数控机械有限公司 公司地址:江门市蓬江区荷塘镇南格工业区
公司地址:江门市蓬江区荷塘镇南格工业区

